メールでのお問い合わせ メールでのお問い合わせ
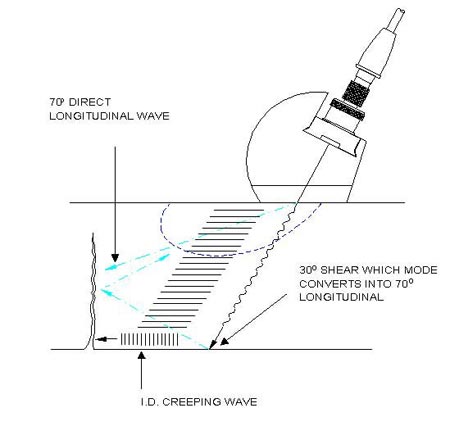
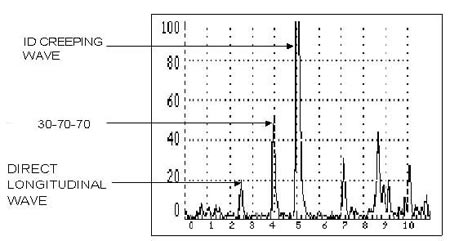
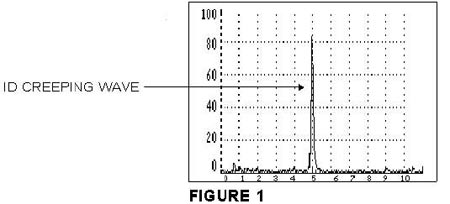
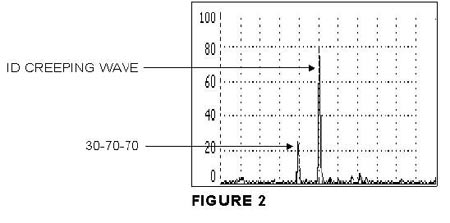
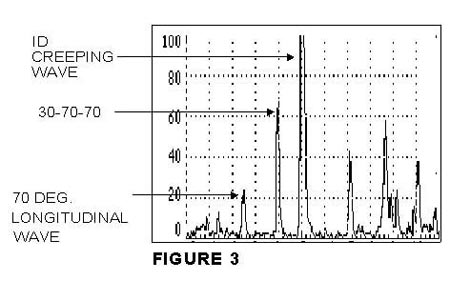
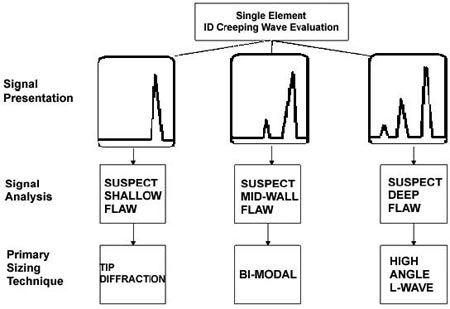
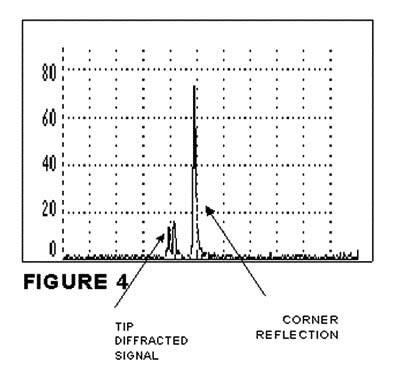
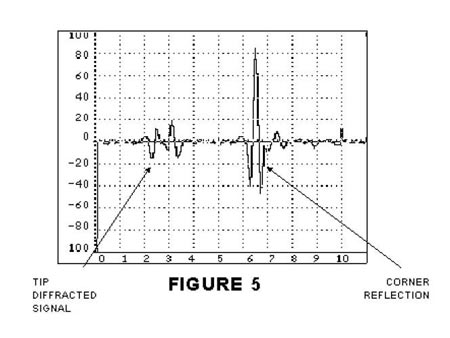
Russ Minkwitz著より ここでは、探傷材の内面に生じた欠陥を評価するための高度な検出およびサイジング技法の概要を示します。一般に、これらの技法は、原因が内在、処理、または保守のいずれであるかにかかわらず、粒間または粒内の応力腐食亀裂および疲労亀裂を検出、評価、およびサイジングするためのアプリケーションです。 概要 一般的な規格または一般指示に基づいて内径側に生じた割れきずの可能性が検出されたら、それを評価する必要があります。通常、この評価プロセスには、探傷段階で使用したのと同じ1.5/2.25/5MHzの横波斜角探触子を使用します。信号の振幅、立ち上がりおよび立ち下がり時間、ダイナミックエコー、およびパルス持続時間をさらに評価すると、疑わしい信号が内径の形状、カウンタボア、または溶接ルートによるものか、それとも実際の欠陥なのかを確認できます。 評価プロセスで使用できる別の方法として、一振動子型クリーピング波探触子を使用する方法があります。この技法は単純なため、かつ疑わしい欠陥に関して検出情報と予備的なサイジング情報の両方を提供可能です。 一振動子型クリーピング波探触子について 内径クリーピング波技法で使用される一振動子型探触子は、屈折角が70度の縦波を対象の材料内に入射するように設計されています。この70度の縦波を生成するのに使用される入射角は結果として、他のモードの超音波が生成されます。これらの各種モードがすべて相互作用して、材料内にどれだけ深く欠陥が拡がっているかに応じて変化する一意のエコーパターンが作成されます。これらの各構成要素の動作は、次の3つのカテゴリーに分かれます。: 直射縦波: 屈折角70度の縦波で、簡単な校正手順の後、割れきずが非常に深い場合にのみ現れます。 横波(30-70-70): 70度の縦波とともに30度の横波が生成されます。30度の横波は試験片の底面に当たり、超音波の一部が70度の縦波として反射されます。「モード変換」された70度の縦波は、反射体に当たってから探触子に戻ります。この遅れエコーを、三角形の音響経路の各部分の角度を示して「30-70-70」信号ともいいます。この信号は、壁内または深い割れきずの場合に現れます。 内径クリーピング波: この波モードは本質的には表面付近の縦波で、試験片の内面に沿って伝わります。内径クリーピング波は、その存在が内径側に欠陥があることを示唆する有力な証拠になるので「マーカー」とみなすことができます。 クリーピング波探触子を使用した校正 クリーピング波の技法を比較的容易に適用できるのは、校正と信号の評価がパターン認識という単純なコンセプトに基づいているからです。一般に、3つのモードの超音波によって生成された信号は、反射体の性質と形状に応じて、Aスキャン画面に表示または非表示されます。 校正では、3つの波のうち2つ(内径クリーピング波と30-70-70遅れエコー)からのエコーの位置校正を行います。校正は検査対象の材料と同じ厚さの校正用試験片で実施することが推奨されます。検査する割れきずを大まかに推定するには、一連のノッチを試験片に刻む必要があります。通常、ノッチの深さは板厚の20~80%の範囲です。試験片の側面は3つのモードの超音波すべてから信号を得られるので、側面を校正に使用します。標準試験片と試験材料の厚さが等しければ、各信号の伝搬時間の差は、標準試験片と試験材料内で同じになります。校正するために、試験片側面からの30-70-70信号は探傷器画面の第4画面区分に表示され、内径クリーピング波信号は第5画面区分に表示されます。 この関係が確立されると、クリーピング波探触子を使用した検出および信号識別プロセスが開始されます。クリーピング波パッケージは、比較的高レベルのエネルギーを含み、内面に比較的近い位置を通るため、内径側に生じた割れきずに対する感度が非常に高くなります。ただし、完全な表面波ではなく、表面の形状をたどらないので、横波探触子を使用した場合に振幅の高いエコーが得られるルートキズなどの欠陥に対する感度は低くなります。このため、検査担当者は、最初にどのようなきずをきずとして評価されたのかを再評価できるだけでなく、内径側に検出したその他の徴候について検査材を探傷することもできます。 クリーピング波探触子では、それぞれのモードの超音波が特定の条件下でのみ現れるので、ユーザーが予備的なサイジング情報を取得することもできます。反射源の相対深さは、どの信号が探触子から得られるかに影響します。 図1のAスキャンは、内径クリーピング波信号のみを示しています。これは、浅い欠陥があることを示します。 図2のA-スキャンは、内径クリーピング波信号と30-70-70遅れエコーの両方が確認できます。これは、材料の中層部に欠陥があることを示します。 図3のA-スキャンは、3つの信号すべてを確認できます。内径クリープ波、30-70-70遅れエコー、および直接縦波信号がすべて確認できます。これは、深い割れきずがあることを示します。 他の超音波による探傷と同様に、制限事項があります。3つのモードの超音波からの信号は、探触子周波数、減衰特性、振動子サイズ、および試験する材料の厚さに応じて、様々な振幅関係を持ちます。さらに、探傷する金属の種類または実際の外径面の形状によって入射角が変化し、それによりエコー振幅関係が変わる場合があります。これらの理由から、この技法では適切な校正用試験片を使用することが推奨されます。 このため、この技法は定性的アプローチと呼ばれています。エコーの関係はきずのおおよその深さに関する優れた指標を提供しますが、さらにサイジング技法を使用して、反射源の深さを検証する必要があります。 サイジング技法サイジングフローチャートの使用 内径クリーピング波を使用して得られる結果を、サイジングフローチャートで検討することができます。このフローチャートを使用して、検査のサイジング段階で使用する適切な技法を検査担当者に指示できます。 先端回折法 この方法は、板厚のおよそ5~35%の範囲の浅い割れきずをサイジングするのに使用されます。この方法では、割れきずの先端からの信号の到着時間から、割れきずの深さを判定します。このプロセスを単純化するために、探傷器の校正は各画面区分が特定の深さの傷に対応するように行います。通常、最初の5画面区分のそれぞれを、材料の板厚20%を表すように選択します。そのため、板厚の20%を通る割れは第4画面区分で信号を生成し、板厚の40%を通る割れは第3画面区分で信号を生成します。先端信号とコーナー反射との分離もこの技法で記録されます。この分離から得られる情報により、オペレータは割れきずの深さを最終的かつ正確に判定できます。板厚の20%を通る欠陥からのA-スキャンの例を図4に示します。 割れきずの先端からの信号の優れた分解能を提供するために、通常は、5MHz、45度または60度の高減衰材用斜角探触子を使用します。割れきずの先端からの信号は比較的微弱なので、探傷器にはRF表示が必要です。図5に示すように、S/N比が劣悪な場合、このような表示を使用することで割れきずの先端信号が見やすくなります。 ピッチキャッチ この方法は、板厚の30~70%にわたる深さの割れきずをサイジングするのに使用します。通常は、3MHzの二振動子タンデム型探触子を使用します。このプローブは、屈折角が50度縦波および対応する横波を前面の振動子から送信し、後面の振動子で信号を受信します。 校正およびこの探触子の使用は、本質的には先端回折波とクリーピング波の組み合わせです。先端回折波と同様に、割れきずの先端からの信号が特定の画面区分に表示されるように探傷器を校正します。また、この回析技法で実行されるのと同様に、各種モードの分離が評価/サイジングプロセスで記録されて使用されます。 高角縦波技法 最後の定量的サイジング技法は、板厚の約60~95%にわたる深さの割れきずをサイジングするのに使用します。この技法も、割れきずの先端からの信号伝搬時間を割れきずの深さの指標として使用します。表面近くに位置する割れきずからの信号は最初の数本のグリッド線で校正され、もっと深い指標はそれ以降の番号のグリッド線で校正されます。これらの指標は、割れの実際の深さを示すのではなく、その試験サンプルに残っている良好な材料の量を示していることに注意してください。この技法を組み込むには、二振動子型高角縦波探触子が推奨されます。材料をほぼ完全に貫通する割れを検出するには、外径クリーピング波探触子が有効です。 結論 これらの技法の最も重要な面は、その単純性です。超音波の動作が分かれば、内径側に生じた欠陥の検出およびサイジングは、探傷器の校正およびパターン認識の1つになります。加えて、サイジング技法はエコーの伝搬時間に基づくので本質的に正確性が高くなるのに対し、信号振幅を利用する従来の技法はカップリング条件の変動性に大きく左右されます。これらの変動の影響は、TOFD法を使用することで低減または排除されます。
You are being redirected to our local site.