
Applicazione
Uso dei controlli ad ultrasuoni per identificare la presenza o l'assenza di aderenza tra lo strato esterno di un materiale a alta impedenza come un metallo o la ceramica e lo strato interno di un materiale a bassa impedenza come la plastica, un materiale composito o la gomma. Questa tecnica si applica inoltre a numerosi unioni metallo-metallo.
Contesto
Quando i materiali di impedenza acustica simile (densità moltiplicata per la velocità di propagazione dell'onda sonora) sono uniti insieme, come un metallo saldato o brasato a un altro metallo, oppure come la plastica fusa alla plastica, la presenza o l'assenza di aderenza può in genere essere determinata dall'ampiezza del primo riflesso proveniente dal limite dei materiali. In genere esisterà una differenza significativa dell'ampiezza del segnale riflesso tra condizioni di aderenza e non aderenza tra due materiali. Tuttavia se esiste una differenza considerevole di impedenza acustica tra i due materiali, come nel caso di un'unione tra un metallo e i polimeri, questa differenza causerà un riflesso significativo proveniente dal limite tra i materiali, anche se questi sono uniti meccanicamente. Il cambio dell'ampiezza dell'eco tra condizioni di assenza o presenza di aderenza potrebbe essere contenuto e di difficile rilevamento, in modo particolare in situazioni dove le condizioni di accoppiamento del trasduttore non sono uniformi. Questa situazione spesso si verifica nei casi dove il metallo è unito a un altro metallo attraverso resine epossidiche o altri materiali adesivi a bassa impedenza. A meno che non sia estremamente sottile, lo strato adesivo costituirà un limite a bassa impedenza con un significativo riflesso anche nel caso di unioni ottimali.
Notare che nei casi dove il materiale a bassa impedenza è posizionato nella parte esterna o la forma della componente permette l'accoppiamento sul lato a bassa impedenza dell'unione, la procedura consigliata è quella del controllo dello sfasamento. Questo è descritto nella nota dell'applicazione Olympus sul Controllo dello sfasamento per l'integrità dell'aderenza Nei casi dove il controllo deve essere eseguito dal lato dell'unione a alta impedenza la tecnica del riverbero descritta in questa nota dell'applicazione rappresenta spesso l'approccio ottimale. Questa prevede l'osservazione di una serie di riflessi provenienti dal limite e la ricerca di variazioni della velocità alla quale l'ampiezza di echi successivi, o l'involucro del riverbero, cambia in rapporto alle condizioni di assenza o presenza di aderenza. Visto che l'onda sonora riverbera nel metallo o in un altro materiale a alta impedenza, la variazione di ampiezza viene moltiplicata per ogni salto. Per esempio una diminuzione dell'ampiezza del 5% di difficile rilevamento tra condizioni di assenza o presenza di aderenza relativamente alla prima eco, diventa una diminuzione dell'ampiezza del 25% alla quinta eco e del 50% alla decima eco. Mentre può risultare ridotta la variazione relativa a un'eco, la variazione complessiva relativa a una serie di eco può risultare molto ampia e semplice da identificare. In una tipica unione le condizioni di presenza e assenza di aderenza produrranno specificatamente il proprio schema di riverbero distintivo. |  |
Apparecchiatura
Il controllo può essere eseguito con uno dei rilevatori di difetti a ultrasuoni standard come l'EPOCH® 650 o l'EPOCH 6LT. Inoltre possono essere usati anche i pulsatori-ricevitori. Il trasduttore sarà in genere un comune trasduttore a linea di ritardo nell'intervallo di frequenza compreso tra 2,25 MHz e 20 MHz come il V207-RB, V206-RB, V202-RM o V208-RM. Lo specifico trasduttore per una dato controllo sarà scelto in rapporto allo spessore, forma e proprietà acustiche del materiale.
Procedura
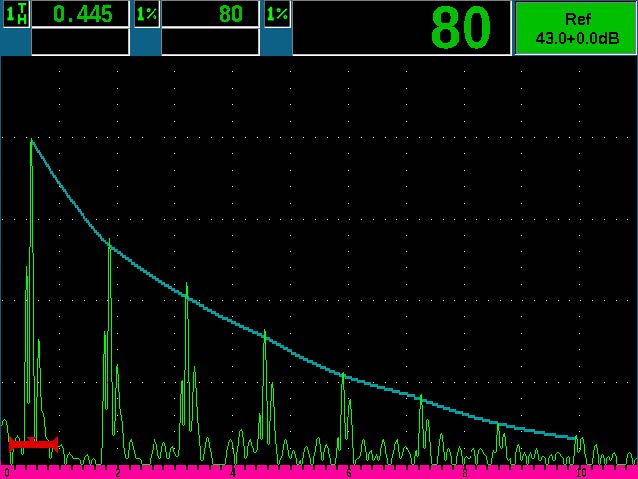
Definire il guadagno in modo che il primo eco di fondo proveniente da un campione di riferimento con un'aderenza ottimale all'80% dell'altezza dello schermo e definire l'ampiezza dello schermo sufficientemente grande per visualizzare una serie di echi di fondo. Nella prima forma d'onda riportata di seguito il primo picco corrisponde all'eco d'interfaccia della linea di ritardo e i picchi successivi corrispondono agli echi di fondo provenienti dalla profondità di 2,5 mm (0,1 in.) dell'acciaio su uno strato in plastica. Visto che il metallo è unito a un materiale di supporto, il polimero unito inferiormente all'acciaio svolge la funzione di smorzamento meccanico e gli echi diminuiscono abbastanza velocemente. È utile usare la funzione DAC per produrre una curva in modo da definire l'involucro del riverbero relativo a una nota area a aderenza ottimale.
Schema di riverbero basso relativo a un metallo aderente e curva DAC definita come riferimento:
 | Se i due materiali perdono l'aderenza, l'effetto di smorzamento viene rimosso e i picchi diventano più ampi superando la curva di riferimento come illustrato di seguito. |
Schema di riverbero relativo a un metallo con perdita di aderenza e incremento dei picchi al di sopra della curva di riferimento:
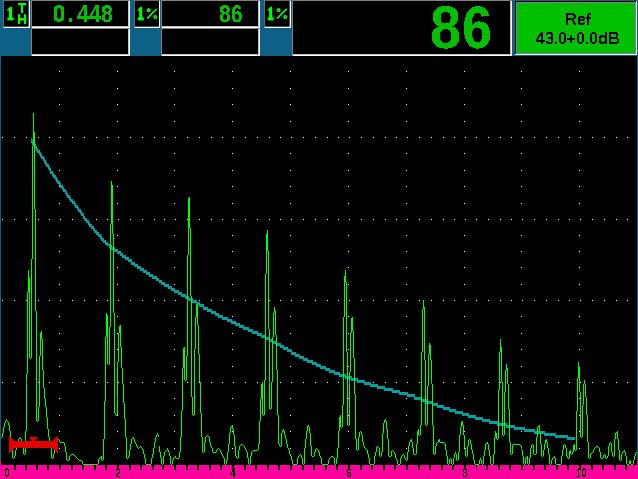 | Notare che l'ampiezza relativa degli echi multipli aumenta più rapidamente verso il lato destro dello schermo. L'esatta differenza nello schema del riverbero tra condizioni con presenza e assenza di aderenza dipenderà dalla impedenza acustica relativa dei due materiali e dai fattori di attenuazione, tuttavia in linea di principio questo controllo funziona per ogni materiale ad alta impedenza unito a un altro materiale a bassa impedenza. Registrando i due schemi caratteristici osservati nei campioni di taratura e confrontandoli alle forme d'onda della componente da ispezionare, può essere determinata la presenza o assenza di aderenza nella componente da ispezionare. È importante ricordare che questo tipo di controllo determina solamente la presenza o assenza di aderenza e non l'intensità di aderenza. Inoltre i materiali devono essere uniti acusticamente attraverso una sostanza adesiva o un altro simile agente legante. La sola pressione solamente raramente è sufficiente a creare un'unione acustica. |



