Introduction à l’inspection par courants de Foucault
Le magnétisme, principe fondamental à la base des moteurs et générateurs électriques, des relais et des haut-parleurs stéréo, est aussi utilisé par une catégorie importante d’outils de contrôle non destructif (CND) appelés « appareils d’inspection par courants de Foucault ». L’inspection par courants de Foucault est une méthode d’inspection sans contact de pièces métalliques.
Les courants de Foucault sont des champs de courant magnétique alternatif qui sont créés lorsqu’un courant électrique alternatif traverse une ou plusieurs bobines dans un assemblage de sonde. Lorsque la sonde est placée près de la pièce à inspecter, le champ magnétique alternatif induit des courants de Foucault dans la pièce. Les discontinuités ou les variations de propriétés dans la pièce inspectée modifient le flux des courants de Foucault et sont détectées par la sonde, ce qui permet la mesure de l’épaisseur du matériau ou la détection de défauts, comme des fissures et de la corrosion.
Au fil des ans, la technologie des sondes et le traitement des données ont évolué, au point où l’inspection par courants de Foucault est devenue une méthode reconnue comme étant rapide, simple et précise. Cette technologie est désormais largement utilisée dans les industries aérospatiale, automobile, pétrochimique et de production d’énergie pour la détection de défauts en surface ou à faible profondeur dans des matériaux comme l’aluminium, l’acier inoxydable, le cuivre, le titane, le laiton, les alliages Inconel® et même l’acier non allié (défauts de surface uniquement). Dans cet article, nous expliquons ce qu’est l’inspection par courants de Foucault, décrivons son fonctionnement et présentons les applications et méthodes d’inspection courantes. Vous trouverez des renseignements plus détaillés sur l’inspection par courants de Foucault dans notre tutoriel.
Principes de fonctionnement de l’inspection par courants de Foucault
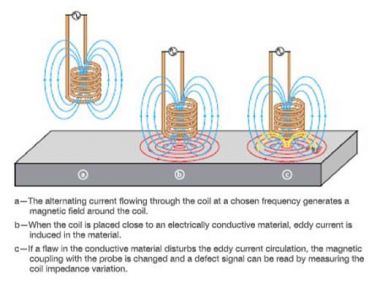
L’inspection par courants de Foucault est fondée sur le phénomène physique de l’induction électromagnétique. Dans une sonde à courants de Foucault, un courant alternatif circule dans une bobine de fil conducteur et génère un champ magnétique oscillant. Si on place la sonde et son champ magnétique près d’un matériau conducteur, comme une pièce métallique, des flux circulaires d’électrons appelés « courants de Foucault » commencent à se déplacer dans le métal comme de l’eau tourbillonnante dans un courant. Ces courants de Foucault circulant dans le métal génèrent à leur tour leur propre champ magnétique qui interagit, par inductance mutuelle, avec la bobine et son champ.
Les changements d’épaisseur du métal ou les défauts, comme les fissures à faible profondeur, interrompent ou modifient l’amplitude et la distribution des courants de Foucault et le champ magnétique qui en résulte. Le mouvement des électrons dans la bobine est alors modifié, ce qui fait varier l’impédance électrique de la bobine. Les appareils à courants de Foucault tracent les changements d’amplitude de l’impédance et l’angle de phase, et les résultats peuvent être utilisés par un opérateur qualifié pour déceler les changements dans la pièce.
La densité des courants de Foucault est plus élevée près de la surface de la pièce ; c’est donc la région où la résolution est la plus élevée. La profondeur de pénétration standard est définie comme la profondeur à laquelle la densité des courants de Foucault correspond à 37 % de la densité de surface, laquelle peut être calculée à partir de la fréquence d’inspection, de la perméabilité magnétique et de la conductivité du matériau. Ainsi, les variations dans la conductivité du matériau, dans sa perméabilité magnétique, dans la fréquence des impulsions de c.a. alimentant la bobine et dans la géométrie de la bobine ont toutes un effet sur la sensibilité, la résolution et la pénétration lors de l’inspection.
De nombreux facteurs peuvent avoir une influence sur l’éventail de possibilités que peut apporter une inspection par courants de Foucault. Les courants de Foucault qui se déplacent dans des matériaux ayant des valeurs de conductivité élevées sont plus sensibles aux défauts de surface, mais ils pénètrent moins bien dans le matériau puisque la pénétration dépend également de la fréquence d’inspection. Les fréquences élevées augmentent la résolution à faible profondeur, mais limitent la profondeur de pénétration, tandis que les basses fréquences augmentent la pénétration. De plus, les grandes bobines permettent d’inspecter un plus grand volume de matériau à partir d’une position donnée, car le champ magnétique pénètre plus profondément dans la pièce. Les petites bobines, quant à elle, sont plus sensibles aux petits défauts. Les variations dans la perméabilité d’un matériau génèrent du bruit qui peut limiter la résolution des défauts en raison des variations de fond plus importantes.
La conductivité et la perméabilité sont des propriétés du matériau sur lesquelles l’opérateur n’a pas de contrôle, mais la fréquence d’inspection de même que le type et la taille de la bobine peuvent être choisis en fonction des besoins liés à l’inspection. Lors d’une inspection donnée, la résolution est déterminée par le type de sonde, tandis que la capacité de détection dépend des caractéristiques du matériau et de l’appareil. Il faut parfois effectuer un balayage à plusieurs fréquences pour optimiser les résultats d’inspection, ou utiliser plusieurs sondes pour obtenir une résolution et une pénétration optimales afin de détecter tous les défauts possibles. Il est toujours important de sélectionner la sonde appropriée pour chaque application afin d’optimiser les performances de l’inspection.
Appareils d’inspection par courants de Foucault
Alors que certains anciens appareils à courants de Foucault utilisaient de simples affichages d’indicateurs analogiques, les appareils d’aujourd’hui affichent habituellement un tracé de plan d’impédance qui représente graphiquement la résistance de la bobine sur l’axe des x par rapport à la réactance inductive sur l’axe des y. Les variations dans le tracé correspondent aux variations dans la pièce. Par exemple, l’image ci-dessous montre une configuration pour l’inspection de fissures de surface dans l’aluminium. La courbe du haut représente une fissure de surface de 1,02 mm (0,04 po) de profondeur, la courbe du milieu représente une fissure de 0,51 mm (0,02 po) de profondeur, et la plus petite courbe correspond à une fissure de 0,2 mm (0,008 po) de profondeur. La ligne horizontale représente l’entrefer dans lequel la sonde a été « remise à zéro » (équilibrée) sur la pièce en aluminium, et lorsque la sonde est soulevée dans les airs, le signal se déplace directement vers la gauche. Cette inspection se fait avec une sonde crayon.
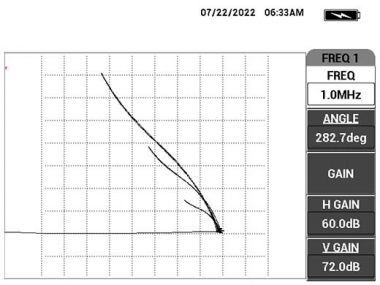
Cet affichage serait considéré comme celui de l’étalonnage de l’appareil. Une fois les paramètres définis, ils ne doivent pas être modifiés pendant l’inspection. Les mesures d’inspection dépendent entièrement de la comparaison du signal avec celui obtenu lors de l’étalonnage de référence.
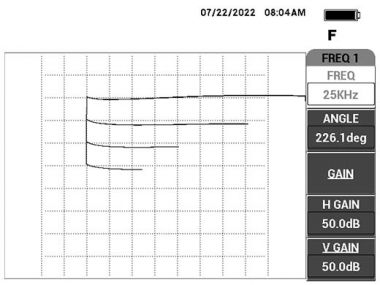
Un autre contrôle courant consiste à mesurer des revêtements non conducteurs comme de la peinture appliquée sur des métaux. L’image ci-dessous montre l’affichage obtenu lorsqu’on a placé la sonde sur un revêtement non métallique appliqué sur de l’aluminium. Pour cette application, la sonde est « remise à zéro » (équilibrée) dans les airs, puis placée sur l’échantillon. La ligne du haut montre le signal sur de l’aluminium n’ayant aucun revêtement. La ligne suivante représente un revêtement de 0,1 mm (0,004 po), la troisième ligne un revêtement de 0,2 mm (0,008 po), et la quatrième ligne un revêtement de 0,3 mm (0,012 po). Pour créer cette image, la position de l’affichage devait être modifiée entre chaque mesure pour afficher une séparation entre chaque signal. Une fois cet étalonnage effectué, l’inspecteur mesure le matériau et surveille la distance parcourue par le signal dans l’écran. Des alarmes peuvent être configurées pour alerter l’inspecteur lorsqu’un revêtement est trop épais ou trop mince.
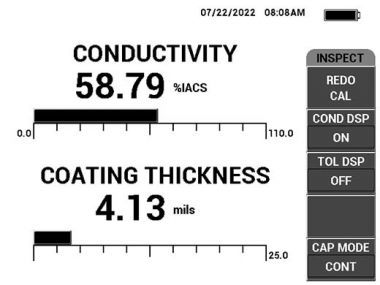
Une deuxième façon de mesurer l’épaisseur d’un revêtement non conducteur sur un matériau conducteur consiste à utiliser la fonctionnalité de mesure de la conductivité des appareils de la série NORTEC™ 600 (modèles N600C, N600S et N600D) d’Olympus. Ce type de mesure nécessite une sonde de conductivité spéciale qui permet l’affichage ci-dessous au lieu de l’affichage d’impédance standard ci-dessus. Ce type de mesure est le plus souvent utilisé pour déterminer la conductivité d’un matériau, mais il fournit également l’épaisseur d’un revêtement, qui est considéré comme l’« entrefer », ou la distance à laquelle la sonde se trouve au-dessus de la surface du matériau conducteur. Cet exemple montre un revêtement de 0,1 mm (0,004 po) sur une pièce en aluminium.
Les appareils d’inspection par courants de Foucault peuvent effectuer une grande diversité d’inspection, selon le type de sonde utilisée. Choisir soigneusement la sonde permet d’optimiser les performances de l’inspection.
Types habituels de sondes à courants de Foucault
Certaines sondes couramment utilisées pour l’inspection par courants de Foucault sont énumérées ci-dessous avec une description des types de défauts qu’elles ciblent et des pièces pour lesquelles elles sont généralement utilisées.
Sondes de surface – Sondes utilisées pour détecter les défauts sur et sous les surfaces métalliques, avec grand diamètre pour s’adapter aux basses fréquences et permettre une pénétration plus profonde ou le balayage de surfaces plus grandes
Sondes crayons – Sondes de petit diamètre renfermant des bobines conçues pour les hautes fréquences, permettant une haute résolution des défauts à faible profondeur
Sondes pour trous de boulons – Sondes conçues pour l’inspection de l’intérieur des trous de boulons et pouvant être tournées manuellement ou automatiquement à l’aide d’un scanner rotatif
Sondes annulaires – Sondes conçues pour l’inspection des trous de fixation d’aéronefs avec les fixations en place
Sondes glissantes – Sondes également utilisées pour l’inspection des trous de fixation d’aéronefs, mais offrant des vitesses de balayage plus élevées que les sondes annulaires
Sondes pour surfaces internes de tubes – Sondes offertes dans une variété de tailles et utilisées pour l’inspection des échangeurs thermiques et d’autres tubes métalliques similaires à partir de l’intérieur
Sondes pour surfaces externes de tubes et de barres – Sondes utilisées pour l’inspection des tubes et des barres métalliques depuis l’extérieur (la pièce inspectée passe sur la bobine)
Vous trouverez ici la liste complète des types de sondes à courants de Foucault et de leurs applications.
Applications courantes
L’inspection par courants de Foucault est largement utilisée dans l’industrie aérospatiale ainsi que dans d’autres environnements de fabrication et d’entretien qui nécessitent l’inspection de pièces faites de métal mince pour détecter d’éventuels problèmes liés à la sécurité ou à la qualité. En plus de la détection des fissures dans les feuilles métalliques et les tubes, l’inspection par courants de Foucault peut être utilisée pour effectuer certaines mesures d’épaisseur de métaux, notamment pour déceler de la corrosion sous le revêtement d’un aéronef, pour mesurer la conductivité et surveiller les effets d’un traitement thermique, et pour déterminer l’épaisseur des revêtements non conducteurs appliqués sur des substrats conducteurs. Des appareils portables et fixes sont offerts pour répondre à une grande variété de besoins en matière d’inspection.
Le contrôle non destructif par courants de Foucault permet d’examiner très rapidement de grandes surfaces et ne nécessite pas l’utilisation de liquides de couplage. En plus de la recherche de fissures, l’inspection par courants de Foucault peut être utilisée pour vérifier la dureté et la conductivité des métaux dans les applications où ces propriétés sont importantes, de même que pour mesurer de fines couches de revêtements non conducteurs, comme de la peinture sur des pièces métalliques. L’inspection par courants de Foucault est toutefois limitée aux matériaux conducteurs d’électricité et ne peut donc pas être utilisée sur les plastiques. Dans certains cas, les inspections par courants de Foucault et par ultrasons sont utilisées ensemble comme techniques complémentaires, les courants de Foucault ayant l’avantage de permettre des inspections de surface rapides et les ultrasons ayant une meilleure pénétration en profondeur.
Nous avons inclus ci-dessous une liste de certaines des applications d’inspection par courant de Foucault les plus courantes :
Inspection de soudures – Pour de nombreuses inspections de soudures, on utilise le CND par ultrasons pour inspecter sous la surface ainsi qu’une méthode complémentaire par courants de Foucault pour balayer la surface afin de rechercher des fissures débouchant en surface sur des cordons de soudure et dans des zones thermiquement affectées.
Essai de conductivité – Les essais de conductivité par courants de Foucault peuvent être utilisés pour identifier et trier les alliages ferreux et non ferreux, et pour vérifier les matériaux après traitement thermique.
Inspection de surface – Les fissures de surface dans les pièces usinées et les pièces métalliques peuvent être décelées facilement au moyen de la technologie par courants de Foucault. On utilise ce type d’inspection dans la zone entourant les fixations des aéronefs, de même que dans d’autres applications critiques.
Détection de la corrosion – Les appareils à courants de Foucault peuvent être utilisés pour détecter et quantifier la corrosion à l’intérieur d’un métal mince comme un revêtement d’aéronef en aluminium. Des sondes à basse fréquence peuvent être employées pour localiser la corrosion sur les deuxième et troisième couches de métal qui ne peuvent pas être inspectées par ultrasons.
Inspection de trous de boulons – Les fissures à l’intérieur des trous de boulons peuvent être détectées à l’aide de sondes destinées à cet effet, lesquelles sont souvent utilisées avec des scanners rotatifs automatisés.
Inspection de tubes – L’inspection de tubes sur ligne de production pendant la fabrication et l’inspection sur site de tubes, notamment les tubes d’échangeurs thermiques, sont des applications courantes de la technologie par courants de Foucault. Les fissures et les variations d’épaisseur peuvent toutes deux être détectées.
Vous trouverez ici une liste exhaustive d’applications d’inspection par courants de Foucault.
Étalons de référence pour l’inspection par courants de Foucault
Un système à courants de Foucault composé d’un appareil et d’une sonde doit toujours être étalonné avec des étalons de référence appropriés au début d’une inspection. Ce processus nécessite l’obtention d’un affichage de référence à partir d’une pièce donnée et l’observation des changements dans les conditions dans lesquelles l’inspection devrait être effectuée. Dans les applications de recherche de défauts, ce processus d’étalonnage requiert généralement l’utilisation d’étalons de référence du même matériau, de la même forme et de la même taille que la pièce à inspecter, et contenant des défauts artificiels comme des coupes à la scie, des trous percés ou des parois fraisées pour simuler des défauts. Dans les applications de mesure d’épaisseur, les étalons de référence sont constitués de divers échantillons d’épaisseurs connues. L’opérateur observe la réponse obtenue à partir des étalons de référence, puis compare les indications des pièces inspectées à ces modèles de référence pour catégoriser les pièces. Un étalonnage correct avec des normes de référence appropriées est une partie essentielle de toute procédure d’inspection par courants de Foucault.
Courants de Foucault multiéléments
L’inspection par courants de Foucault multiéléments est une technologie fonctionnant par l’utilisation simultanée de plusieurs bobines à courants de Foucault placées les unes à côté des autres dans un même assemblage de sonde. Chacune des bobines produit un signal qui varie en phase et en amplitude selon la structure du matériau sur lequel la sonde est déposée. Ces données, associées à une position et à un temps codés, sont représentées graphiquement sous la forme d’une image C-scan montrant les structures dans une vue planaire. En plus de fournir une visualisation par imagerie C-scan, l’inspection par courants de Foucault permet de couvrir de plus grandes zones en une seule passe tout en maintenant une haute résolution. Elle peut aussi permettre l’utilisation de dispositifs de fixation plus simples et faciliter l’inspection de formes complexes grâce à des sondes personnalisées conçues pour s’adapter au profil de la pièce.