- Descripción
- Opciones de configuración
- Unidad de Software y Adquisición
- Especificaciones
- Material Didáctico
Descripción
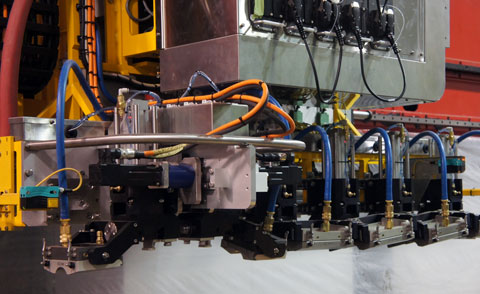
Los sistemas ERW fuera de línea utilizan tecnología Phased Array (PA) para inspeccionar cordones de soldadura y zonas afectadas por calor (ZAT) presentes en tubos soldados por resistencia eléctrica (ERW) y cuyo uso se da en el ámbito de productos tubulares para campos petrolíferos y tuberías lineales por la industria del petróleo y el gas. Las dos sondas PA, cada una ubicada en cada lado de la soldadura, proporcionan una cobertura completa de la soldadura y las zonas afectadas por calor mediante una amplitud constante.
Control de calidad riguroso para la soldadura y zonas afectadas por calor en la línea de producción de tubos ERW
Las sondas Phased Array (PA) de alta calidad de Olympus se encuentran integradas en nuestro sistema de inspección fuera de línea y automatización completa para tubos ERW a fin de cumplir con los requisitos más exigentes en la inspección de soldaduras, como también con los estándares internacionales que rigen la fabricación de tubos/tuberías. Los sistemas automatizados pueden ser implantados donde se requieran dentro del proceso de fabricación; y, gracias a las opciones flexibles de configuración, el fabricante puede beneficiarse de soluciones adaptadas a sus necesidades. El sistema inspecciona las superficies internas y externas de los cordones de soldadura que se presentan en los tubos ERW, desde 60,3 mm hasta 660,4 mm de diámetro externo, además de las zonas afectadas por calor (HAZ, siglas en inglés). En la soldadura, se detectan los siguientes defectos comunes mediante el sistema de inspección para soldaduras específicas:
- Grietas longitudinales
- Taladros de pasada (TDH, siglas en inglés)
- Defectos de laminación en las zonas HAZ (hasta 25 mm en cada lado de la soldadura)
Características clave de la solución automatizada y fuera de línea para tubos ERW
- Cobertura completa de la soldadura y zonas afectadas por calor proporcionada por las sondas PA que llevan a cabo escaneos mediante una amplitud constante
- Seguimiento/control automático de la soldadura y posicionamiento de la sonda en vivo (con ciertas configuraciones)
- Posicionamiento automático de la sonda que se centra en la línea de la soldadura antes de iniciar la inspección
- Se mitiga la dependencia a la habilidad del operador
- Fácil y rápida transición mediante el uso de soportes de sonda preestablecidos y archivos de configuración almacenados
- Combinación de la inspección para soldadura específica con la inspección de estructura completa a fin de satisfacer todas las necesidades con un solo sistema
Opciones de configuración
Existen varias configuraciones de sistemas disponibles a fin de llevar a cabo inspecciones de tubos ERW fuera de línea conforme a sus necesidades y especificaciones.
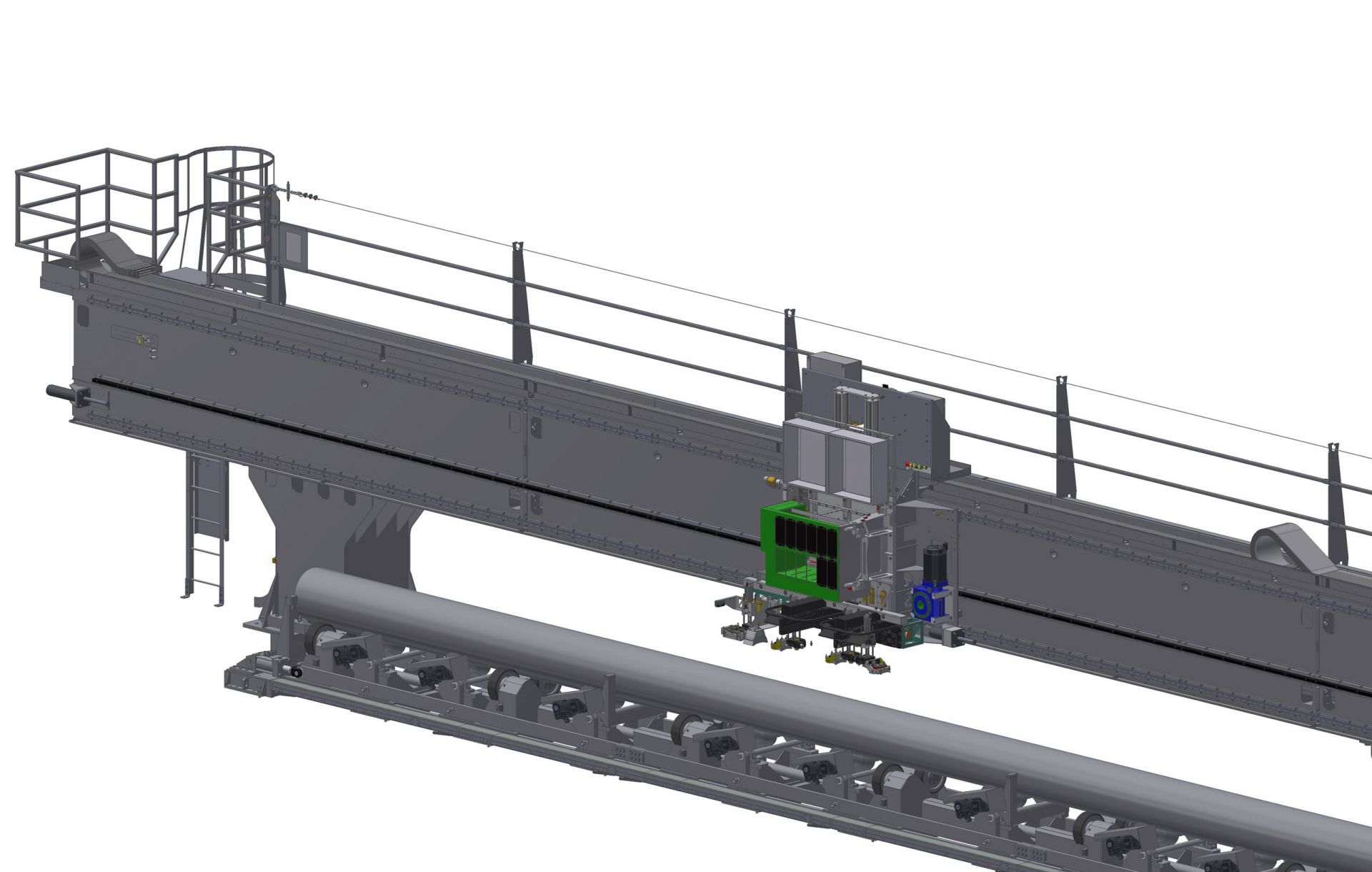
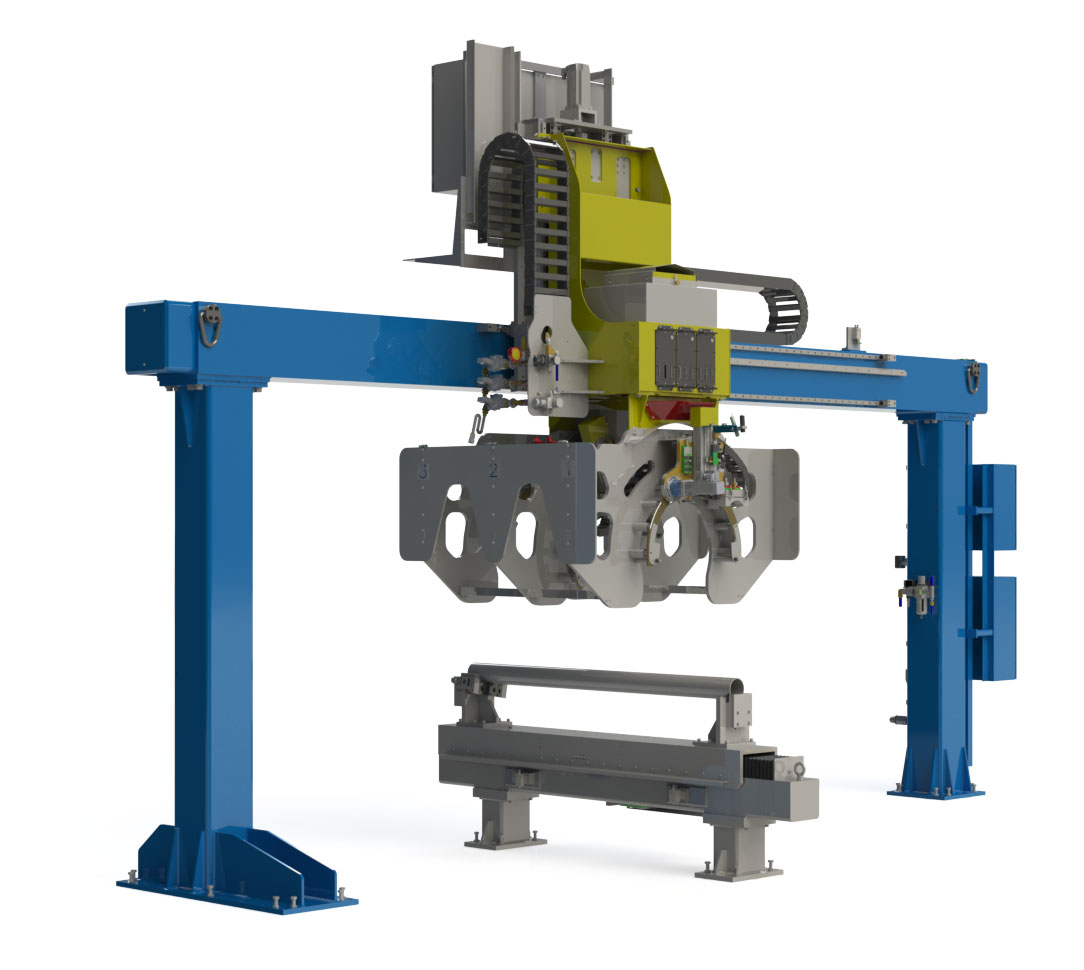
Inspección guiada por puente para soldaduras específicas
El sistema de inspección para soldadura específica puede ser ensamblado en un sistema de puente, lo que permite inspeccionar un área designada en tubos cortados a medida. El enfoque provisto por el puente proporciona un mayor control de los extremos sin procesar, lo cual reduce al mínimo la inspección de estas longitudes. Las suelas (zapatas) con cámaras de agua se encuentran ensambladas en un eje de accionamiento servomotor con el propósito de favorecer su ubicación precisa, calibración automática, el posicionamiento automático de las sondas y el seguimiento automático de la soldadura (en ciertas configuraciones).
Cabezal de inspección ERW-OL

Cabezal de inspección ERW-OL ensamblado en puente
Inspección combinada de soldadura y estructura completa
El sistema ERW-OL para soldadura específica y estructura completa combina ambas inspecciones en el mismo puente.
Existen dos configuraciones posibles: la inspección para soldadura y para estructura completa a partir de lados opuestos del mismo sistema de puente con el fin de maximizar la productividad, o la inspección combinada a partir de un lado para reducir el espacio ocupado por el sistema en comparación con la configuración bilateral.
Existen varios modos posibles de satisfacer los requisitos de inspección, como en la inspección para estructura completa que aplica todos los modos (longitudinal, transversal, de laminación y medición del espesor de pared) y el modo de detección de laminación, determinado únicamente para la inspección de extremos de tubos en tuberías lineales. La inspección para soldadura específica siempre se lleva a cabo bajo el control más estricto.
Al ser combinada con la inspección para estructura completa, es posible incluir opciones como el posicionamiento automático de la soldadura y el control de desviación de la soldadura a fin de optimizar el tiempo de inspección y proporcionar trazabilidad.
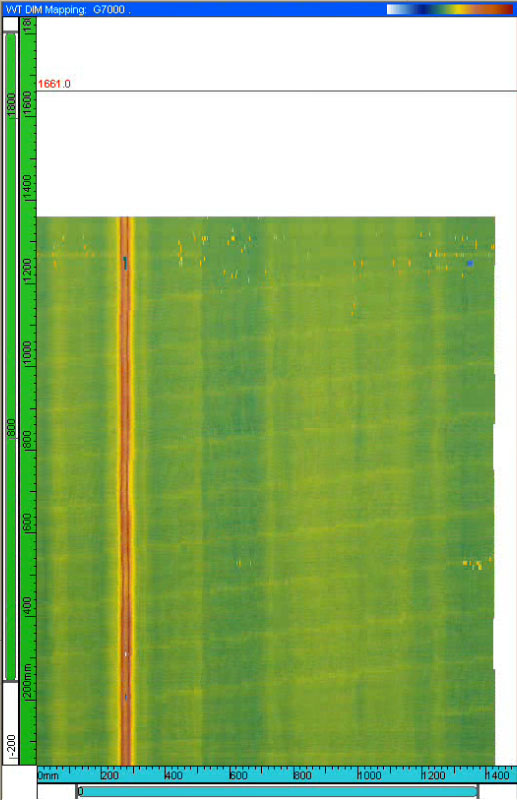
Representación de espesor de pared empleada para posicionar la soldadura.
Sistema ERW-OL dedicado a la inspección de laminación en los términos de tubos y la inspección de soldaduras
Inspección para soldadura específica: Sistema de alimentación por cinta transportadora
Es posible usar una configuración de paso directo para inspeccionar tubos ERW cortados a medida. Mediante el uso de la misma plataforma mecánica y las sondas del sistema ERW en línea (dedicado a tuberías de longitud infinita), este sistema ERW fuera de línea puede instalarse en un sistema de alimentación por cinta transportadora. Una secuencia de automatización especial, junto con sensores y ruedas codificadoras, inspeccionará las tuberías rápidamente con un alto nivel de fiabilidad y repetibilidad.
La señal de control proveniente de la soldadura impulsa de forma automática las sondas de detección de defectos para garantizar un óptimo posicionamiento durante la inspección y registrar la posición de la soldadura para fines de trazabilidad.
Cuando las líneas de soldadura presentan una desviación limitada y no se requiere un seguimiento automático, utilizar una sonda de perfil de soldadura fija con una alarma, que advierta al operador en caso de que la adquisición se desvíe de la región de interés, es una opción menos costosa. Aun sin un eje de accionamiento servomotor, las sondas PA proporcionan una cobertura completa de la soldadura y las zonas afectadas por calor (HAZ) a través de una amplitud constante.
Sistema ERW-OL Phased Array para tubos cortados a medida
Calibración automatizada
El banco de calibración automática tiene dos propósitos:
- Permite que el operador calibre el sistema de manera rápida y eficiente sin interrupciones.
- Lleva a cabo la secuencia de calibración de entrada y de salida conforme a la velocidad de la línea de producción sin tener que retornar el tubo de referencia a la cinta transportadora.
Unidad de Software y Adquisición
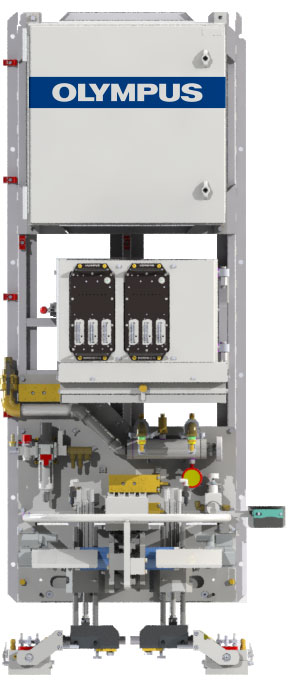
Unidad de adquisición por ultrasonido multielemento (Phased Array)
El módulo QuickScan™ PA 32:256 está calificado conforme al grado de protección IP55, y está desarrollado para integrar fácilmente entornos industriales.

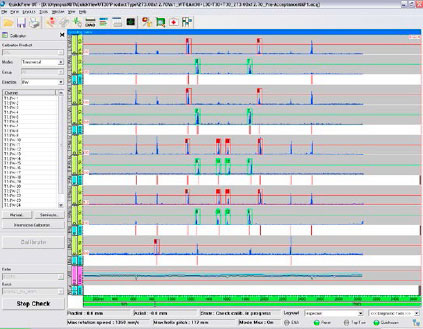
Fácil configuración
El software QuickView facilita tanto la configuración del sistema como la adquisición y gestión de los datos.
El asistente del software simplifica la creación de configuraciones según las dimensiones de cada pieza bajo ensayo. Los parámetros de configuración y calibración de inspección, ajustados para cada diámetro de barra, pueden ser almacenados y recuperados fácilmente. Los resultados finales pueden ser combinados y mostrados de manera clara para diferenciar claramente los tubos aceptados de aquellos rechazados.
- Rápido acceso a configuraciones de inspección predefinidas.
- Acceso controlado de usuarios para minimizar los errores de los operadores.
- Almacenamiento de la información de calibración e inspección para trazabilidad.
- Posibilidad de integración del sistema en el marco de la propia aplicación, lo cual facilita un modo operativo que requiere una intervención mínima por parte del operador.
Especificaciones
Rendimiento del sistema
| Escala estándar del producto | Diámetro | De 60,3 mm a 660,4 mm (de 2,375 pulg. a 26 pulg.). Se soportan diámetros más amplios con ciertas configuraciones. |
|---|---|---|
| Escala estándar del producto | Espesor de pared | De 3 mm a 16 mm (de 0,118 pulg. a 0 pulg.) Se soportan mediciones para espesores de pared más gruesos bajo solicitud. |
| Escala estándar del producto | Velocidad | De 600 mm/seg a 1500 mm/seg según la configuración del sistema y el tamaño del producto |
| Escala estándar del producto | Cobertura | Según la configuración del sistema, la cobertura puede aplicarse a:
|
| Presentación de datos | Resultados de inspección en tiempo real | C-scan, A-scan, B-scan, gráfico continuo, y alarmas |
| Modos de inspección | Modos típicos de inspección | Longitudinal, transversal, de laminación y medición del espesor de pared |
| Temperatura de tubería | Hasta 60 °C (140 °F). | |
| Capacidades de detección para defectos típicos de referencia | Repetibilidad | Entalladuras longitudinales: <2 dB Entalladuras transversales (sólo en la inspección de estructura completa: <3 dB) TDH de 3,2 mm: <3 dB TDH de 1,6 mm: <4 dB Taladro de fondo plano (FBH, siglas en inglés) de 6,35 mm: <3 dB FBH de 3,2 mm: <4 dB FBH de 1,6 mm: <5 dB FBH de 0,8 mm: <5 dB |
| Capacidades de detección para defectos típicos de referencia | Estándares | ISO, API |
| Informes y almacenamiento de datos | Tipos de informes | Informes configurables del usuario relativos a la inspección, calibración y configuración de la calibración. |
| Informes y almacenamiento de datos | Almacenamiento | Base de datos usada para el almacenamiento de datos de inspección en tiempo real. |



