Rohre mit kleinem Durchmesser aus Kohlenstoffstahl

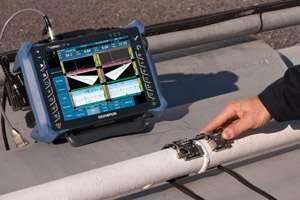
Der COBRA-Scanner an einem Rohr mit 0,84 Zoll mit zwei A15-PA-Sensoren mit einem OmniScan MX2 16:64, der zwei PA-Gruppen mit Sektorbildern und C-Bildern anzeigt
Überblick
Kohlenstoffstahl
Rohre mit kleinem Durchmesser
Der COBRA-Handscanner wird zusammen mit dem Prüfgerät OmniScan PA zur Prüfung von Schweißnähten in Umfangsrichtung an Rohren mit kleinem Durchmesser eingesetzt. Der COBRA-Scanner kann mit zwei PA-Sensoren für Prüfungen an Rohren mit einem Außendurchmesser von 0,84 Zoll bis 4,5 Zoll eingesetzt werden.
Mit seiner flachen Auslegung kann dieser Handscanner Rohre an Stellen mit begrenztem Zugang und minimaler lichter Höhe prüfen. Der Abstand zu benachbarten Hindernissen (wie zu anderen Rohren, Trägern oder Konstruktionen) kann bis zu 12 mm betragen.
Dieser Scanner besitzt mehrere montierbare Verbindungsglieder, um schnell an verschiedene Rohrdurchmesser angepasst zu werden. Zusätzlich ermöglicht dieser federbelastete Scanner, Rohre sicher zu umschließen. Durch diese besondere Funktion kann der Scanner auf einer Seite von einer Reihe an Rohren installiert und betrieben werden, falls der Zugang von beiden Seiten unpraktisch ist.
Der COBRA-Scanner zeichnet sich durch seine gleichmäßig laufende, kodierte Bewegung aus, so dass Daten akkurat erfasst werden können. Der COBRA-Scanner übt einen gleichbleibenden, konstanten, starken Druck aus, was klare Ultraschallsignale und eine genaue Kodierung auf dem gesamten Umfang des Rohrs garantiert.
Anwendungen
- Kesselrohr
- Rohre mit kleinem Durchmesser
Allgemeine Verfahren
Ultrasonic Weld Inspection Solutions
The OmniScan flaw detector has an established track record for reliable and cost-effective phased array (PA) weld inspections as an alternative to radiography. Olympus ultrasonic weld inspection solutions provide an affordable means to inspect welds in compliance with major code and manufacturing requirements. An ideal combination of acquisition unit, scanner, encoder, and software, these solutions can be put to work virtually anywhere. Continuously improved and supported software makes the inspection of welds even easier, allowing you to complete your entire workflow more efficiently.
The Olympus weld inspection solutions applies to welds made of carbon steel or corrosion resistant alloy such as austenitic.
General Benefits:
- Fast weld inspection of different diameters, thickness, and materials
- 100% volumetric weld coverage
- Adaptable to butt welds, circumferential welds, long seams, one-sided access configuration, and most common weld profiles
- Portable for in-house and field inspections
Combining Different Techniques for Full Weld Coverage and Improved Efficiency
Phased Array Pulse-Echo Technique Phased array technique is based on the capacity to electronically modify ultrasonic beams generated by probes that contain multiple small elements. When these elements are excited using different time delays (focal laws), the beams are steered at different angles and focused at specific depths. | 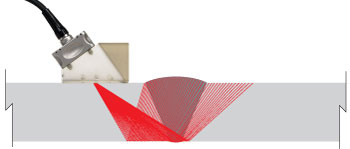 |
Conventional UT Pulse-Echo Technique This technique uses a single element transducer to generate an acoustic beam at a fixed angle. The echo coming back to the transducer is interpreted by the instrument to provide information on size and position. |  |
| Time-of-Flight Diffraction (TOFD) Technique Time-of-flight diffraction (TOFD) is an ultrasonic technique that relies on the property of defects such as cracks to diffract energy from their tips to the receiver probe when impinged by ultrasonic beams generated by the transmitter probe. TOFD technique uses a wide beam that provides good coverage and is independent of defect orientation. | 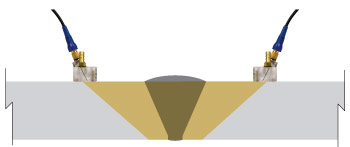 |
Transmit-Receive Longitudinal Wave (TRL) This technique uses separate transmit and receive probes to generate refracted longitudinal wave. The use of separate probes minimizes vulnerability to noisy material, which is especially beneficial for inspection of coarse grain alloy, such as austenitic and nickel. | 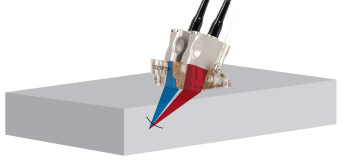 |
Surface Wave Technique The surface wave (creeping) technique is an ultrasonic test in which discontinuities are detected by the return of a creeping wave that tracks the surface of the component being tested. | 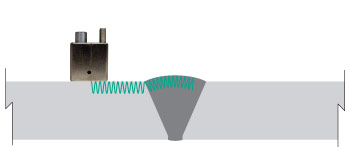 |
Ultrasonic Testing (AUT) in Lieu of Radiography Testing (RT)
Ultrasonic testing in lieu of radiography has proven very effective for pressure vessels, tanks, piping, and other weld configurations. Olympus ultrasonic weld inspection solutions features comply with ASME, API and other radiography replacement code requirements such as full raw data collection and the use of an encoder. Compared to conventional radiography, Olympus ultrasonic weld inspection solutions offer multiple benefits such as:
- No radiation safety hazards
- Eliminates work area disruption
- Real time digital archiving of inspection data
- Elimination of film archiving
- Improved productivity
- Improved probability of detection (POD)
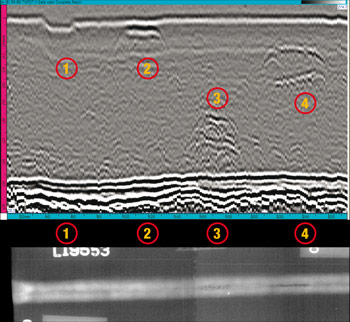
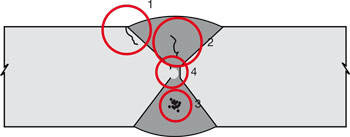
Comparing the Indications
 |
|
Measurement Capabilities
| ID | Type of Defect | Ultrasound (AUT) | Radiography (RT) |
| 1 | Toe crack |
• Position X, Y, and Z
• Length sizing • Height sizing |
• Position X and Y
• Length sizing |
| 2 | Centerline crack |
• Position X, Y, and Z
• Length sizing • Height sizing | • No detection |
| 3 | Porosity |
• Position X, Y, and Z
• Length sizing |
• Position X and Y
• Length sizing |
| 4 | Incomplete root penetration |
• Position X, Y, and Z
• Length sizing • Height sizing |
• Position X and Y
• Length sizing |
Benefits of the Olympus Ultrasonic Weld Inspection Solutions
| Olympus Ultrasonic Solutions | Radiography (RT) | |
| Absence of Radiation hazard | Yes | No |
| Absence of restricted area | Yes | No |
| Ease of deployment on site | Yes | No |
|
Probability of detection (POD)
(Planar defects such as crack and lack of fusion) | Very good | Poor |
| Inspection throughput | Very good | Good |
| Depth sizing capability | High accuracy | Poor |
| Length sizing capability | High accuracy |
Good accuracy
|
Prüfmethoden
Prüfung von zwei SeitenMit der Kombination von COBRA Scanner und OmniScan MX2 Prüfgerät kann von zwei Seiten geprüft werden, um so beide Seiten der Schweißnaht in nur einem Durchlauf zu prüfen, was die Produktivität steigert. Für diese Prüfungen fasst der Scanner zwei Phased-Array-Sensoren, die links und rechts der Schweißnacht ausgerichtet werden. Der Abstand zwischen den Sensoren ist einstellbar und somit schnell an verschiedene Dicken der Schweißnaht anpassbar.
| Prüfung von einer SeiteDer Scanner kann schnell für die Prüfung von einer Seite zwischen dem Rohr und einer anderen Komponenten mit nur einem einzigen Sensor konfiguriert werden. Olympus bietet auch ein kostengünstigeres COBRA Package an, das mit dem Prüfgerät OmniScan SX für Einzelgruppen eingesetzt werden kann. Dieses Package erfordert für die Prüfung einer Schweißnaht zwei Durchläufe.
|

Prüfverfahren
Diese Phased-Array-Lösung von Olympus nutzt flache A15 Phased-Array-Sensoren mit optimierter Fokushöhe, wodurch die Erkennung kleiner Defekte in Rohren mit dünnen Wänden verbessert wird. Speziell entwickelte flache Vorlaufkeile, passend für jeden Rohrdurchmesser und abgedeckt durch den Scanner, stehen für eine komplette Lösung zur Verfügung. |  |
Mit der Dual Linear Array Sensor Serie A25 (DLA)* kann austenitisches Material geprüft werden, das mit einem A15 Sensor in Impuls-Echo-Konfiguration sonst nicht geprüft werden kann. Der A25 Sensor verfügt über ein innovatives System, mit dem die beiden Arrays dem Dachwinkel des Vorlaufkeils entsprechen. Letzterer ist entsprechend dem Durchmesser des zu prüfenden Rohrs optimiert. |  |
Der COBRA Scanner ist mit Schallköpfen für konventionellen Ultraschall mit Elementen von 3 mm Durchmesser und einem speziellen Vorlaufkeil für TOFD*-Prüfungen kompatibel. |  |
*Bei Einsatz von TOFD und einem DLA Sensor nimmt die lichte Höhe zu.