Application
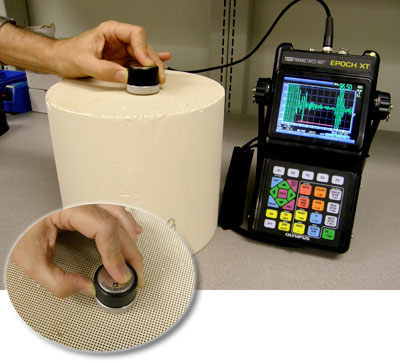
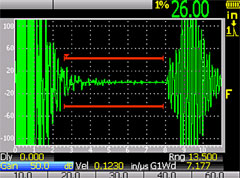
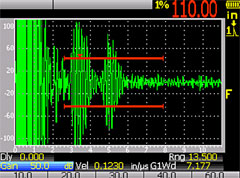
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
Lösungen für die Industrie
Informationsmaterialien
Anwendungsbeispiele
Zurück zur Datenbank





Rissbildungen in Keramik Diesel-Partikelfiltern

Verwendete Produkte
Alle Prüfgeräte der OmniScan X3 Serie sind eine komplette Phased-Array-Toolbox. Innovative TFM-Funktionen und erweiterte PA-Funktionen ermöglichen eine zuverlässige Fehlererkennung. Leistungsstarke Softwarefunktionen und einfache Arbeitsabläufe steigern die Produktivität.
Die OmniScan PA Prüfgeräte dienen der manuellen und automatischen Phased-Array-Prüfung. Sie stellen A-Bilder, B-Bilder, S-Bilder und C-Bilder mit allen Eigenschaften bereit und ermöglicht eine komplexe Datenverarbeitung in Echtzeit. Sie sind mit 16:128 Elementen konfigurierbar, aber auch 16:16M, 16:64M, 32:32 und 32:128
Das OmniScan SX für Einzelgruppen ist leicht, besitzt einen hellen 8,4 Zoll (21,3 cm) großen Touchscreen und stellt eine kostengünstige Lösung dar. Zwei Modelle des OmniScan SX stehen zur Verfügung: das SX PA und das SX UT. Das SX PA (16:64PR) sowie das SX UT verfügen über einen Kanal für konventionellen Ultraschall für IE-, SE- und TOFD-Prüfungen.
OmniScan MX2 Prüfgeräte verfügen ab jetzt über das neue Phased-Array-Modul PA2 mit einem UT-Kanal und das UT2-Zweikanal-Modul für konventionellen Ultraschall, das auch für TOFD (Laufzeitbeugung) eingesetzt werden kann, sowie über neue Softwareprogramme, die die Leistungsfähigkeit der erfolgreichen OmniScan MX2 Plattform steigern.
Die leistungsstarken EPOCH 650 Prüfgeräte für konventionellen Ultraschall können für zahlreiche Anwendungen eingesetzt werden. Diese intuitiven und robusten Prüfgeräte mit zusätzlichen Funktionen sind die Fortführung der bekannten Prüfgeräte EPOCH 600.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.